

Hydraulic rams
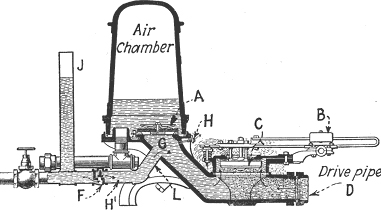 Hydraulic rams are pumps which are actuated by water power. They may be used for raising flowing water to a height greater than its own level, or water of unsatisfactory quality can be used to raise water of a satisfactory quality from a nearby spring to any reasonable elevation desired. A hydraulic ram is illustrated. Where the ram raises only its own water supply, pipe L and everything to the left of it do not exist.
Hydraulic rams are pumps which are actuated by water power. They may be used for raising flowing water to a height greater than its own level, or water of unsatisfactory quality can be used to raise water of a satisfactory quality from a nearby spring to any reasonable elevation desired. A hydraulic ram is illustrated. Where the ram raises only its own water supply, pipe L and everything to the left of it do not exist.
Under these conditions it operates as follows: Water enters the ram through the drive pipe and wastes out of the ram through the valve C. The water gains such velocity that valve C is suddenly slammed shut by the flowing water. The sudden closing of the valve creates sufficient pressure through water hammer to force valve A open, thus discharging a small quantity of water through the discharge valve A.
The air chamber on the discharge pipe prevents the development of a high pressure in the discharge pipe and reduces the fluctuations in the rate of discharge. After the pressure impulse resulting from the closing of the valve C has been expended there is a tendency for the water to surge backward up the drive pipe.
This surge opens a small air valve H, and admits a small quantity of air which is required to replenish the air in the air chamber. The surge, with the aid of weight B, also serves to open valve C. Valve A is automatically closed by the pressure of the water in the discharge pipe. The cycle of action is repeated indefinitely.
When pipe L is connected as shown, the ram will pump one quality of water by means of another quality of water. The pure water at H comes from a source at least 18 in. higher than the less pure supply at D. When valve C is open impure water is wasting from it and pure water is flowing through the check valve at F into the drive chamber at G and is also wasting through valve C. When valve C slams shut valve F is also shut and pure water passes through the valve at A. There is thus a slight waste of pure water through valve C but no impure water passes through valve A.
In the selection of a hydraulic ram the information which must be obtained includes: (a) the rate of flow of water during various seasons of the year, (b) the demand for water during the corresponding periods, (c) the available fall of the water for driving the ram, (d) the height of the desired lift, and (e) the greatest possible length of drive line. The length and diameter of the drive pipe are important because upon them depends the success of the ram.
The lower the available driving head the longer and larger must the drive pipe be. In general, the length of the drive pipe is about seven times its fall; it may vary between five and ten times, depending upon the conditions of delivery. The diameter of the drive pipe is usually about twice the diameter of the delivery pipe. The design of hydraulic rams requires special knowledge and experience with them. It should not be attempted by an inexperienced person. In general, rams will operate with a minimum drop of 3 ft. in the drive pipe and with a minimum drive supply of 3 gal. per minute.
The ratio of water delivered to water wasted depends on the fall and size of the drive pipe and the height of the lift. The best performances have shown an efficiency of 90 per cent.
Centrifugal pumps
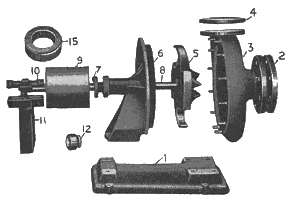 Centrifugal pumps are well suited to use for small water supplies, as well as for large supplies, because of the simplicity of their parts, the simplicity of their operation, and their " fool-proof " qualities. The simplicity of the parts of a centrifugal pump is illustrated. In operation the water enters the pump casing at the centre, point 2 in the figure, where it encounters some rapidly revolving vanes on the runner. The velocity of the water is greatly increased as it starts to travel around with the vanes. The centrifugal force thus brought into action forces the water rapidly and with an increasing velocity to the periphery (outer edge) of the revolving vanes, called impeller blades. Here the velocity of the water is reduced in the discharge channels and the velocity energy is changed to pressure. The blades of the impeller do not push the water out of the pump as the blades of a paddle wheel push a boat along. The design of centrifugal pumps requires special knowledge of hydraulics, mechanics, and the actions which take place in the pumps. The limitations and operations of the pumps should be understood, however, in order that the proper pump may be selected for any particular service.
Centrifugal pumps are well suited to use for small water supplies, as well as for large supplies, because of the simplicity of their parts, the simplicity of their operation, and their " fool-proof " qualities. The simplicity of the parts of a centrifugal pump is illustrated. In operation the water enters the pump casing at the centre, point 2 in the figure, where it encounters some rapidly revolving vanes on the runner. The velocity of the water is greatly increased as it starts to travel around with the vanes. The centrifugal force thus brought into action forces the water rapidly and with an increasing velocity to the periphery (outer edge) of the revolving vanes, called impeller blades. Here the velocity of the water is reduced in the discharge channels and the velocity energy is changed to pressure. The blades of the impeller do not push the water out of the pump as the blades of a paddle wheel push a boat along. The design of centrifugal pumps requires special knowledge of hydraulics, mechanics, and the actions which take place in the pumps. The limitations and operations of the pumps should be understood, however, in order that the proper pump may be selected for any particular service.
There are two types of centrifugal pumps: one is known as a volute pump and the other as a turbine pump. In a volute pump the water leaving the impeller is discharged into a volute or snailshell-shaped casing the cross-sectional area of which increases directly as the increase in the quantity of water flowing through it, thus maintaining a constant velocity of discharge. In a turbine pump the casing of the pump is circular in shape and the impeller is surrounded by diffuser ribs forming water passages which gradually enlarge, slowing down the velocity and converting velocity energy into pressure.
The volute pump is simpler, less expensive, and better suited for small sizes. The turbine pump is more efficient and is found more often among the larger centrifugal pumps.
There is no practicable limit to the capacity or pressure which can be obtained in centrifugal pumps. As the pressures increase the speed of revolution or the size of the impeller, or both, may increase; or the number of impellers may be increased, the impellers being so arranged that the discharge from one enters the suction of the other.
Pumps with two or more impellers, one discharging into the other, are known as multi-stage pumps. The exact dimensions, speed of revolution, etc., of a pump for any particular service is fixed by the manufacturer. No simple rule is available by which the purchaser can determine the probable performance of a pump from its measurements.
The capacity can be approximated by assuming that the velocity in the discharge pipe is 10 ft. per second and multiplying this velocity by the cross-sectional area of the discharge pipe.
The efficiencies of centrifugal pumps in domestic water supply service is relatively low. Unfortunately, even such low efficiencies are not attained unless the pump is designed for the particular service to which it is to be put. The efficiency of a centrifugal pump will vary materially with the rate of discharge, the pressure, and the speed of revolution.
These relations are known as the characteristics of the pump. The most desirable pump, from the point of view of efficiency, to select for any particular service, is a pump in which the characteristics show the efficiency remaining approximately constant under the normal variations of operation. If economy of operation is to be considered the characteristics of the pump should be determined by test before purchase, or should be specified in the purchase agreement and later subjected to test. Such conditions are seldom enforced in the purchase of small pumps, the reputation of the manufacturer and his guarantee being relied upon without further test.
The material of the pump can be investigated by the purchaser before purchase. Standard-fitted centrifugal pumps are equipped with a cast-iron casing, steel shaft, bronze shaft sleeves (if any), a cast-iron impeller, and cast-iron diffusion vanes (if any).
If you are looking for the best Plumber in Calgary for your services and repairs, please call 24/7 Emergency Services
Fill out the form below and we will get back to you ASAP.
If you have an after-hours emergency, call our 24-hour emergency number at (587) 205-8273 Or email us : general@mrmikesplumbing.ca
Having a Plumbing Emergency?
Quick Links
Quick Links
Contact Us


